1964 - 1967
BRITISH PORTLAND CEMENT CO. Ltd.
BAMBURI WORKS
NEAR
01. BEGINNING OF BAMBURI WORKS
Herein I will describe
mainly the various stages of construction projects for the Bamburi
Works and
its ancillary structures during my 20-year involvement with this plant.
At
first a few lines about begin of the cement production in Kenya as
narrated by
Dr. Felix Mandl, who was first the Managing Director and the Chairman
of Bamburi
Portland Cement Co. Ltd. Mombasa (Kenya) later. He was released from
the prison
in
Without sufficient
founds to finance a new factory on his own Mandl traveled to
Mandl employed several
former Cementia’s employees like Werner Smolniker to act as the Chief
of
Construction office as well as a few Austrians from “Perlmooser”. A
total of 15
Italian artisans from
The official opening
of the Bamburi factory under its former name of British Standard
Portland
Cement Co. Ltd. was on
The suitable berthing
place for the bulk carrier had been found at the English Point just
opposite to
the
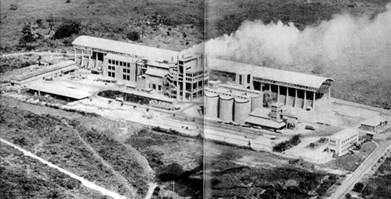
Bamburi Works with 3 shaft
kilns operating as from 1960 in aerial view westwards.
Crane hall has 24 bays by 8m
equaling to a total length of 192m.
When I joined Bamburi
Works in August 1964 the last two kilns (also from Von Roll) of the
total of six
kilns were under trial runs already. The improved technique of Von
Roll’s shaft
kilns – four of them – and the operating experience raised the plant
annual
capacity to 400,000t of cement by end of 1963. In 1958 APCM and Tunnel
(UK) had
operated a small clinker grinding plant in
However, Dr. Mandl’s
endeavor to start cement production in
In the following years
I have witnessed good understanding and relationship between Mzee and
Felix
Mandl. Kenyatta often came to the coast and acquired some property on
the
02. BAMBURI WORKS WITH SIX SHAFT
KILNS
Since my arrival to
Bamburi Works early August 1964 I hardly had any time to deal with
anything
else as I was too much occupied with the Wazo Hill project at first.
However,
Dick Ian Roberts Works’ General Manager (GM) believed that I have some
“spare”
time and asked me to have a look at the one of the two Works’ own
concrete
block plants at Chamgamwe. One reaches this suburb north of the

With the last two Shaft kilns
at right the total production of six kiln
rose
to about 1.200t of clinker per
day.
My report to Dick was
more than disastrous as I suggested closing down this Block plant at
Chamgamwe or
to lease it to a private person. Such a lease could include the
exploration of
the Rabai quarry too making sure that BPCCo would get the sand from
there for
its own one Block plant. My proposal was accepted instantly so I got
caught up
with the later one being the reasonable solution – said the GM. Also I
found
out that the workers were paid 1 Cent per produced block disregarding
whether
there was any demand on the market regarding size or number of blocks
or any
sales after all. Both concrete block plants were formally under the
control of
the Building Department (BD) Superintendent who was a tall and bulky
Sikh. This
almost chaotic system without any proper control had to lead to a
confrontation
with BD’s Superintendent Tara Singh.
In the meantime a
young Englishman appeared in the Head Office (HO) asking to see the GM
Mr. Dick
Roberts. He introduced himself as the Chamgamwe Block Plant Manager
although
nobody knew him here in the Head offices. After Dick called me he made
it clear
to the visitor that he was not on duty at the Block plant during my
several inspections
recently. The young man was out of the office before anything. Seeing
it as
good omen Dick asked me for an inspection of the Block plant located
within
factory’s compound. Obviously word spreads about my inspections at
Chamgamwe so
workers were cautioned. However, the lack of supervision and sales
discipline
was almost the same like at other plant. I decided to see Tara Singh
first
before issuing any instruction to the workers. The large Sigh did not
like my
visit at all. He informed me that the plant produces concrete blocks
for the
Building Department sole need. There are no sales for any outside
customers -
he said. Yet his answers did not satisfy me so I continued according
GM’s
instructions.
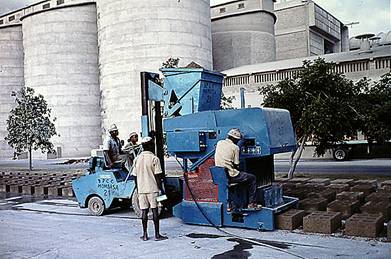
One of the two new block
making machines. In the
background is
the Cement Mill No. 3 building
behind the old 6 cement silos.
Works’ own Block Plant
(BP) had two almost new concrete block making machines. There was one
concrete
batching plant and two motor-driven kippers supplied any of the two
block
machines. First I stopped the production as there were many concrete
blocks
stockpiled at the yard perimeter anyway. Out of the permanent laborers
two
teams were formed choosing one out of them to act as their team-heads.
I found
one worker who had concluded secondary school so he was appointed as
the
administrator of the BP. His first task was to make the inventory of
anything
used in the plant. Later he would keep a dairy book entering specific
data
like: number laborers, number and type of blocks produces, dispatched
(later
sold) number and type of blocks etc.
The plant had mould
for block sizes: 3”x9”x18”, 6”x9”x”18” and 9”x9”x18”. The concrete
blocks could
be cast as solid or with two hollows. Later we made moulds for
flag-stones
50x50cm, road curbstones etc. Finally a price list has been printed
with help
of the Sales Department and concrete blocks would be sold to any
customer.
Building Department got a discount but it had to pay for the collected
concrete
blocks for the first time. Tara Singh disliked the new order outright.
Permanent staff of the BP retained their bonus of 1Cent/block accounted
according to the sold number of blocks only. Thus BP’s administrator
became an
important person of my personal control and his wage went up
accordingly.
It became evident that
our originally understood stay between 3 to 6 months at Bamburi would
be
extended well into 1965. The construction works at Wazo Hill were well
under
way at last and I got my own room in Bamburi Head Office. Gerhard
Schauderna,
Chief Mechanical Engineer, had moved out two electricians of whom one
left for
good and the other was appointed to Wazo Hill. When Dr. Mandl arrived
before
Christmas 1964 talks started regarding the cement milling capacity. The
six
shaft kilns performed extremely well but the two small cement mils
could not
cope with whole clinker output. The export of cement was another issue
showing
a significant upward trend. Thus I was instructed to make a preliminary
design
for a new cement mill that capacity would take care of all 6 shaft
kilns
clinker output or even more.
Did I hear well that
the management contemplates to put up a rotary kiln too? If there
something
true in this gossip then Bamburi Works are for some great changes? Just
a
thought I suggested to Dr. Mandl considering two bigger cement mills in
the
future in the preliminary design of the cement mill (CM) No. 3 first.
This
proposal was accepted unanimously the implementation of it would cause
me some
“headaches” in future. As first I discussed this news with Werner
Smolniker
whose firsthand experiences with Bamburi works were for me of outmost
importance. I asked for the survey plan of the factory yet it was
disappointing
that such a plan did not exist at all. My experience with Wazo Hill
infrastructure design made me rather anxious to have a general survey
plan of
Bamburi. GM gave me the permission to seek for a surveyor who should
carry out the
general assessment of total Works and draw a proper survey plan for
future
usage. Soon I would get the benefit of this early decision particularly
when the
next plant major extension with a rotary kiln turned into actuality.

The construction of Cement
Mill No.3 building is well underway. In this backdrop view
southwards is the Shaft kilns building and the Cement
silos cum
Paking Plant at left.
Troubles come double –
Tara Singh resigned from his post as the Superintend of BD as to retire
but it
was a common “secrete” that he would start his own business. GM asked
me to
head the Building Department (BD) temporarily until another suitable
person
would be found. Besides I could reorganize this department in my way
that
brought some fairly good solutions say with Block plants. The BD was an
essential part of the Works and it certainly needed a professional
chief as
well as a continuous control over several sites one worked
simultaneously. The
most important group of artisans was the masons (mostly of Indian
origin) whose
main duty was the repairing and realigning of the kiln fire bricks.
There were
a number of good carpenters (some from

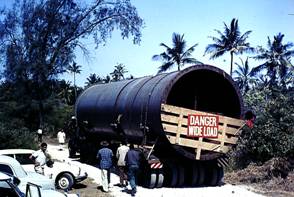
The cement mill casing
unloaded in
onto a pontoon arrived to the old
Kisauni ferry
on
the mainland from Kisauni on the main road
berthing
place (picture at left).
Kilifi
– Malindi
- Lamu on its way to the factory.
It was the standard
practice that the laborers collected working tools and equipment on
Monday
morning before going to their respective site. Nothing was supposed to
be left
unattended at any of Company’s sites yet in some cases an employee or
tenant
would lock them until next morning. The artisans had their own tools
that they
kept in a locked wooden case left in the stores or often taken home on
weekends.
The issued working utensils to laborers and casual workers were
supposed to be
returned to BD’s store on Friday’s as the wages were to be collected on
Saturday’s. Unfortunately nobody checked either the number or the state
of
working tools and equipment given out on Monday – one just sorted it
out and
put on shelves or stored some aside. The superintendent ordered new
tools say
chisels hammers, pliers or any expendables without considering that
certain
items are stolen or not returned though they could last for longer or
just
reduce expenditures.
By mere chance I met Omar,
a young Kenyan, in the equipment store. Omar did not look like an
artisan yet
more like a thinker and who spoke good English. He was the right person
for the
Stores attendant and understood my point about the indiscriminate waste
of
utensils instantly. On next Monday Omar got a large book in that he
entered
name or ID-number of any a person adding to and specifying working
utensils
borrowed as well as person’s signature or whatever chosen sign. At
day’s end
Omar would cross out in his mighty book any returned utensils or just
open new pages
for the next day.
On next Friday Omar
stayed a bit longer in his small office to write any missing or not
returned
item against the borrower’s name. Then he would deduct a nominal fee
for each
missing item (we agreed on an average of as little as KSh2) in the wage
list
that would be used by the Wage Office for payouts next morning. This
Saturday
became the “turning point” for the BD’s Stores – one should have seen
workers’
consternated faces because of the wage reduction. There was a notice
saying
that one would get back the reduction provided that borrowed items are
returned
to the Stores until next Friday. This action was the full success –
Omar got
more tools back than he had issued during that working week on Friday
next. The
new rules and order instigated by the provisional “broom” spread like a
bushfire in the factory and I got known as the “Bwana Makuba” (“Big
Man” or
“Burly Man” probably because of my body weight of some 100kg+).

The Cement Mill No. 3 casing
arrived safely to the factory. It would be rolled into the building on
its foundation not ready yet. The
construction of foundation started with the excavation completed.
The Building
Department’s function was rather complex: most important was the
assistance in
the regular plant (like kilns) maintenance work. Next came the
upholding of
factory’s own housing estates that included the village for junior
staff and a
number of houses and dwellings for senior staff. Permanent employed
skilled workers
including number of trained laborers were mainly used for these works.
The
artisans’ headmen selected by long time standing with the Company
decided upon
the size of a workforce for any project and whether a number of
unskilled
laborers needed. Unskilled laborers were waiting nearby the gatehouse
and were
picked up by any of the headmen or by an officer from the Wage
Department. In
most cases the unskilled laborers were employed for infrastructural
works on
roads or surface drainage and for general cleaning.
I found the BD’s
“ancient” organization not easy to control so I gave Omar another job
to keep
the Order Book up-to-date. Daily each of the headmen had to name the
project he
would supervise, number of skilled, trained and unskilled workers,
building
materials requests etc. Although there was some grumbling at the
beginning yet
within a short time Omar would present properly filled in the Order
Book for my
daily inspection. Thus I could inspect various projects’ sites at any
of my
spare time that I did not have too much. The discipline improved
significantly
as well as workers’ productivity when they learned that Bwana Makuba
makes
announced control visits rather often. Soon I found out that workers
misuse
allocated times for morning tea breaks. Mornings are cooler making it
pleasant
to bask in shadows waiting until tea is brewed. The tea preparation was
an
individual matter so there was a lot of chatting and squatting around
until
everybody finished his tea. The tea time break of say 20 minutes would
be
extended easily into an hour or if “necessary” even more particularly
if nobody
controlled it.
I found a thermos of
10l in a hardware store in

The view northwards into the
Crane Hall with clinker storage partitions.
At far right side are the
feeding bunkers for cement mills.
The gypsum crusher bunkers are
midway at left.
In the meantime Dick
Roberts issued a notice inviting a qualified person for the post of
BD’s
Superintendent. Fortunately for me it was answered by mid of 1965 by
Stefano
Fabrizzi, an Italian, who turned out to be good organizer and a
specialist in
terrazzo works on floors and walls. Also I got my own secretary Mrs.
Pereira
and she worked in the newly allocated room to me too. Few months later
she told
me that her husband left the
03. BAMBURI WORKS’ EXTENSION
STARTS – CEMENT MILL No. 3
The six shaft kilns
their reached its economic objective producing about 1.000t of clinker
by end of
1963. All the materials required were stored in the Crane Hall like the
crushed
coral rock to be milled to raw meal with “black cotton soil” as the
silica
component and iron ore, then the anthracite coal for burning clinker
and
natural gypsum for cement grinding. The Crane Hall was roofed and
consisted of
24 bays 8m each thus its total length was 192m. At both sides retaining
walls
of 8m height enabled the two cranes to distribute and pile up various
materials
at appropriate areas. The smaller northern part was allocated to
clinker and
gypsum whereas the larger southern part for the raw materials. When a
coal
shipment arrived from
Jerry alias Gerhard
Schauderna, Chief Mechanical Engineer, brought me to study the
preliminary
mechanical drawings of a KRUPP cement mill (CM). Its milling capacity
was a bit
larger than that of the two existing old cement mills. The later ones
hardly
could cope with the increased clinker production as well as the demand
of
cement for export. Our cooperation was probably the first case that a
civil
engineer provided a preliminary drawing for a structure in that the
plant could
be accommodated. We decided that one would need 3 bays of 8m width at
the Crane
Hall (CH) northern section to provide enough room for the CM#3 at first
and for
a CM#4 possibly in future.
The distance between
CH and a main road was limited but so it was agreed upon to push the
mill inlet
well inside the
One found a large pile
of concrete blocks under a thick cover of dust when the clearing
started on the
site of new cement mills. Hundreds of these blocks would be used by the
BD or
were sold bringing extra cash to the company. The two old cement mills
made a
lot of noise and steady vibrations were felt in the Head Office some
50m away
too. The vibrations were especially intense at mill startup or sudden
stoppage.
A few pits had to been excavated at the place of prospective CM#3
foundation.
This foundation would be a rather large one because by “rule of thumb”
its
weight should be 1,5times of the mill dead and live load that was about
800t by
itself. The workers hit on solid coral rock just below the surface thus
it
became obvious that by this rock layer vibrations are send out to all
structures founded upon the same one. Something had to be done
preventing the
by far more potent vibrations of the two larger cement mills to spread
towards
the Head Office in future.
The order for the CM#3
was placed with KRUPP W. Germany and soon we got all the mechanical
details and
loads needed for the structural design. During Univ. Prof. Otto
Werner’s
regular visit to Bamburi in February 1965 we agreed upon to split the
detailed
design. The building drawings would come from
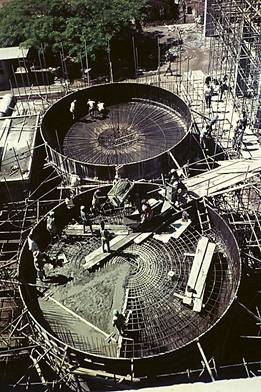
The mill foundation all
in solid coral had been excavated some 25cm deeper and wider than
required by
the actual dimensions. At the bottom a layer of coral rag (grain size
>6mm)
20cm thick was spread and compacted first. A layer of cement mortar say
5cm
thick cast one spread plastic sheet provided the designed level of
foundation
base. Later one filled with coral rag the gap of some 25cm between
foundation sides
and the coral rock oversized excavation too. Thus the mill foundation
did not
have any direct contact with the solid coral layer. The coral rag fill
underneath the foundation and all around acted as the damper of
vibrations.
This innovative design
had been so effective that nobody in the Head Office noticed whether
one or
both of the new large cement mills were running or not. This damping of
vibrations had been applied in the cement industry probably for the
first time.
A few years later the foundation of CM#4 had been constructed with a
different
damping system. One placed so called “anti-vibration pads” (a Swiss
patent)
that were a little bit more costly but allowed adequate saving of the
foundation weight. These pads were positioned according to a planned
raster
under the mill foundation. The coral rag filled in the gap between
foundation
sides and the oversized excavated coral rock as for CM#3. The
anti-vibration
pads are essentially used in the printing industry to support a very
long
printing machine almost vibration free. The damping effect of these
pads is
about 90% and there different pad’s qualities available depending upon
the
required load bearing capacity.
04.
BAMBURI WORKS’ EXTENSION WITH ROTARY KILN No. 1
The general survey
drawing of Bamburi Works had been delivered to my office almost at the
day when
Jerry announcing the approval for a new Works extension. This time it
would be
used a rotary kiln working by the dry process as hot gases from kiln
dry and
heat the raw meal in cyclones set up in a Heat Exchanger Tower (HET).
First
several layout sketches of the new plant were composed considering a
possibility for a second kiln line to be erected in future too. The
estimated
required space within the present factory area was not available and it
became
obvious that one have to widen it. After several trials moving the
fictive area
for two rotary kilns over the general survey drawing we decided that
the only
suitable area was next to the Mechanical workshops & Stores up to
existing
and the front of the two existing Raw meal Mills (RM). This free area
of say
10.000m² had been available beyond the eastern plot fence and the
demolition of
existing Garage with workshops, parking lots and petrol station.

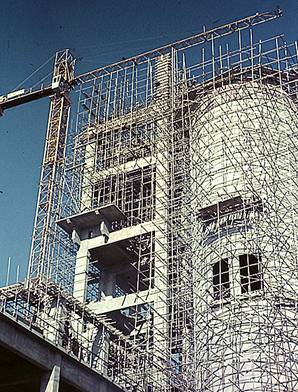
Bamburi Works Extension
with
the first Rotary Kiln construction state as per early in 1966.
In backdrop are the new Garage
Workshops and the quarry road in the view eastwards.
In front from left the
There was no time left
to wait Dr. Mandl’s blessing. We just started drawing up the plot
extension as
well as the design work with working drawings for the complex for the
new Garage
cum workshops and inspection pits as well as a Petrol station. Also
Jerry had agreed
upon the location of a new Power transformer station after intensive
contacts
with the power supplier. A new road access to the Garage compound had
to be
built too that would greatly relieve the traffic within the factory
itself as
well. The demolition of old Garage turned up not to be as easy as I
thought
instructing the workers to preserve the roof timber rafters. These were
of
cedar tree hand worked long beams of still excellent quality after say
10 years
age only. However, workers could not take apart the beams joined by
bolts and
grasp plates so they had to handsaw them apart – not an easy task
sawing cedar
tree rafters of large size at all.
The construction work
on the building for Cement Mill #3 progressed well particularly inside
the
Crane hall where a large gap of 3 bays really looked weird. The
bunkers’ inner
wall had to be built up fast as to prevent clinker spilling into the
construction area. The new road to Garage compound was almost completed
with a
new gate in the fence part of re-erected and some new slabs had to be
made in
order to close in the extended area of the 10.000m². The later got a
concrete
pavement that was not finished yet when Dr. Mandl arrived on his next
visit by
mid of 1965.
I had to accompany him
on one of the next mornings and we visited the construction site of
CM#3 first
where I explained the works progress hampered by obstructions and
narrowness of
old buildings. Then we walked over to the open space envisaged for the
rotary
kilns gapping open now. Dr. Mandl became irritable as he missed the old
Garage
with its striking roof. Was it really necessary to demolish it - he
asked? On
we went to view the new Garage compound looking rather spacious despite
lot of
works going on everywhere. Suddenly Dr. Mandl got on scolding me:
“Zvonko, it’s
obvious that you’re still socialistic minded. You do not care about
cost at
all! What for are all those concrete paved areas? This is just a waste
of money
– throwing out money that’s not yours!”
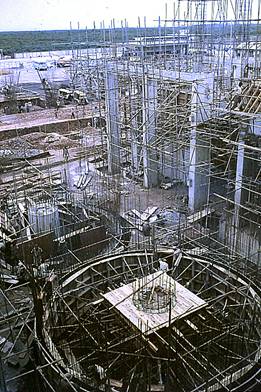
supports started.
With these angry words
he left me standing there stunned. I just wondered what has the
socialism to do
with the well progressing construction work needed for a works
extension. Best
is to forget what the boss said? This was not to be the last time Dr.
Mandl
“scolded” me for something that would turn out to be a success or the
right
thing done. Nonetheless he never had commended or praised me for
anything he
criticized before despite it was a success or done to his satisfaction.
The first year of our
stay in
The progress of
construction works at Wazo Hill was well under way however it was
important
that I restart my weekly site inspection soonest. Yet on my first
morning tour
around the factory it surprised me how much had changed within the
3-week since
the last time I went round here. Construction work on CM#3 was
progressing as
expected particularly bunkers that were taking their profile. The
concrete paving
at new Garage compound was almost completed and outlines of various
buildings could
be seen all over the site. Later Jerry appeared in my office with a
staple of
mechanical drawings announcing that the order for a Rotary Kiln had
been placed
at last. The supplier was KHD Germany the same as of the rotary kiln in
Wazo
Hill but the one at Bamburi would be have a bigger capacity of clinker
output that
of nominal 1.000t/d.


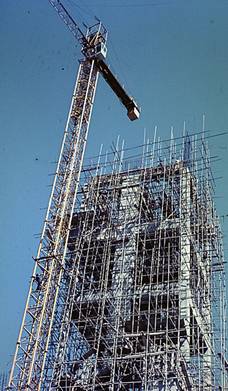
The scaffolding erection
started for the roof level.
Silos
scaffold for a
climbing form at right.
The new extension of
Bamburi Works was significant from the process point of view too. The 6
Shaft
kilns worked with the so called semi-dry process where as the process
of a Rotary
kiln is a dry one. The major buildings needed for the new plant were:
Raw meal mill,
Raw Meal Blending & Storage Silos (RMBSS), Heat exchanger tower
(HET),
Rotary kiln foundations and housing,
The structural design
work had to be broken up between our office and Werner’s group on the
Faculty
of Civil Engineering in
The new plant layout
had some more curiosities particularly as it had to envisage an
additional
rotary kiln in nearby future. This meant – as my experience proved
later – that
a plant extension is never to be a proper copy of an existing one. Thus
the
chain conveyor for clinker transport and its supporting bridge
structure had to
be designed for an increased capacity up to 200% - that is a tripled
production
capacity of say 3.000t/d clinker. Over the kiln one had to have a
rather high
roof platform to support the mighty Electro filter as there was no
place to
have it placed within the mill building for the raw meal. The mill was
larger
and longer than the existing two ones so its axis had to be turned at a
right
angle thus parallel to the axis of Crane hall. The width of the new
mill building
became equal to the building length of the two old mills.
In the new plant one
did not envisage installing a personal and/or material lift although
the new
buildings were much taller than the existing ones. There was to be a
new open
staircase attached to the HET to reach its highest platform. From it
one would
ascend via an extra spiral stairway to its roof and/or walk over on the
roof of
RMBSS. Still there were other connections between various platforms at
lower
levels too. Yet ascending by steps has not been pleasant task in this
climate
when doing the required maintenance work a few times per day. In the
old plant
were the standard steps in average h x b = 19 x 23cm (7½ x 9 inches)
that was
to be by far too steep on the new staircase climbing up to more than
60m level.
Thus I had to change this ratio and choose the step height to be around
16cm
and the width of 30cm. This resulted in a by far less steep gradient
that would
be valid on all future projects I had to deal with. The actual step
height
could vary a bit depending upon the level difference to be achieved but
it had
to be strictly adhered to throughout – more often than it was not done
before
mostly due to a lack of supervision.
When the new plant
layout had been defined and the orders placed for the machinery
manufacturers one
could start with the preparation of the Tender document for building
construction works. Bamburi Works had the Quantity surveyor (QS) on
previous their
projects before already so I visited their office in
With the help of my
new friends of Duncan & Partners I acquired more knowledge how to
use QS’s
services to the best interest of the client and of the Engineer. The
Engineer is
the most important person on the project and represents client’s
interests
therein. His primary responsibility is to supervise the quality of
construction
works and to certify the payments based upon the actual quantities of
works measured
and certified by the QS on site. In a cooperative effort we finished
the Tender
document within a few weeks and BPCCo Management decided on the
building
contractor well before the end of 1965.
05. START OF CONSTRUCTION WORKS
AT BAMBURI PLANT IN 1966
The design office got
a badly needed staff assistance when Tibor Gaal reappeared in Bamburi.
Tibor
left
BPCCo bought a few
hand operated block making machines that would be distributed to few
local
communities who wanted to participate in building housings for the
growing
population. As a donation a lorry full with concrete blocks had been
delivered
to Likoni communal center. At the allocated site Company’s masons had
built
walls for first of a few “low cost” houses as for an example. Also one
instructor showed the interested people how to use the hand-making
concrete
block machine. It was up to the locals to start their own production of
concrete blocks with the donated 1 ton of bagged cement. The future was
up to
them now!
The factories own
housing scheme had to be enlarged too by a larger number of houses. Our
newly
designed “low-cost” house type was chosen for the camp. Building
department got
to work on it and a new street sprang up with new type houses at both
sides.
These houses were occupied by Works’ lower level employees who liked
them more
than the former type known as “roundawells”. The later had round wall
built of coral
or concrete block about 2m height and were topped up by a thatched
roof. The
cooking and toilette facilities were at the outside of roundawells. Our
new
design had sleeping quarters and all other facilities including a small
floored
yard within a compound surrounded by block-work wall about 2m high. One
could add
one or two more rooms as sleeping quarters at any time depending upon
the
number of people in a household. The houses had “makuti” roofs (typical
local
“tiles” made of palm leaves) on a timber rafter at first or tin
corrugated
sheets topped up with makuti tiles to give a better isolation. The
design
provided a natural flow of air through holes of upper layer of concrete
blocks.
The
first tower crane in
by the
contractor
MOWLEM Co. from
The
We had initiated and
worked out drawings for a new a sewage system for the whole camp that
took some
time to be completed. One had to add a larger septic tank and a new
soak pit
had been excavated through about 10m thick coral layer its bottom in
sand at
about medium sea water level. Learning from bad experience with
chocking up of sewage
pipes in the old camp site I had directed that each house must have an
inspection chamber on the outside of prior to being connected to the
sewage
system. Thus, one was able to find easily which house has a chock up
and get of
the blocking. The good news about a camp good functioning sewage system
“traveled”
fast and we got many visitors to view our latest product – even the
Company
invited the Mombasa Municipality Council to present our good
functioning sewage
system.
Our design office got
an order to design the new housing estate for the middle level
employees. The
allocated plot was next to the factory main access road some 20m of on
north
side where the new (north) coral quarry was due to be opened in the
near
future. We could complete the working drawings in relatively short time
as Tibor
could reuse the design of Block of flats for the staff housing at Wazo
Hill. A
local contractor started the construction work early 1966 and a total
of 3
Blocks with 3 quite large flats in each were completed the same year.
Fortunately I could delegate to Tibor some of the site’s control and he
cooperated well with Fabrizzi who acted well as the Building Department
Superintendent too. I knew too well that I won’t be able to cope with
all the
work we had in hands once the construction works start on the plant
extension.
In the late 1960s in
The
At last Jerry asked
Works’ Chief electrician 66year old Phil if he could climb up to that
height
hearing about that idiotic proposal to put an ice wrapping on an
electro-motor.
Wiry Phil made it up at reasonable pace despite his age and returned
jolly after
a while. With an impish broad smile on his face Phil declared that the
electro-motor is perfect condition. All he had to do was to push a
particular lever
from its “WINTER” position to the “SUMMER” one. Of course the
manufacturer from
MOWLEM considered also
using a slip-form for the shuttering to cast the two RMBS silos that
would be a
premier in


The Kiln house cum foundations
ready for the The excavation for the Clinker Transport route
Plant erection. The HET construction
completed inspected by Mr. Ted Hoskins who was BPCCo
And the
RMB&SS still needed the roof
toping up. Site Agent after.
In background is the Kiln House.
MOWLEM staff were able
and well accustomed to local working conditions thus we felt a constant
pressure in our office regarding supply of drawings etc. Fortunately
for me the
inspection frequency of visit to Wazo Hill decreased as the
construction works
were almost completed. Ted Hoskins’ contract as the Site Agent at Wazo
was to
end so I asked him if he would like to come to Bamburi. Within short
time BPCCo
Management agreed to my proposal and Ted Hoskins settled at Bamburi by
middle
of 1966. He took over the Site Agent’s duties and stayed on it until
the
contract with MOWLEM had been completed in 1967. Ted’s presence allowed
me to
plan our summer holidays in 1966. We started on August 13 traveling via
Soon after my return
to the office a meeting had been held at Bamburi to conclude MOWLEM’s
contract
for the construction works at Wazo Hill. The final payment had been
agreed upon
settling the dispute about delay’s penalties too. One talked about the
progress
of works at Bamburi and I reported gladly that more or less the
contractor
keeps up the time schedule. Dr. Mandl asked me when the HET roof top
slab would
be cast so I offered the date of
06. END OF OUR
STAY IN
Soon after we returned
from our holidays on the first possible occasion I have informed Dr.
Mandl I
have invited my parents to visit us here because my father retired
closing his
lawyer’s office and needs some distraction due to his health state. My
parents
sold their house in

The view of Port Tudor
and
at English Point and behind the
Pontoon Bridge to Nyali. The aerial view is in N-W direction
Since Dr. Mandl’s
arrival to Bamburi Works in autumn of 1966 he have been told that one
was
trying seriously to find the place for the CEMENTIA HOLDING design
bureau about
what two of us were talking about it at
MOWLEM had dismantled
at Wazo Hill all their equipment and machines and enquired whether they
could
store at Bamburi the movable scaffolding and shuttering they used for
the new crane
hall. The availability of that equipment had brought about the BPCCo to
reflect
on the necessity to extend the own crane hall that was of the same
design like
the one at Wazo Hill. After a short study of storing capacities to
various
materials linked with the rotary kiln the Management decided to extend
the
Crane Hall. We worked out an addendum to the present contract adding
the extension
by a total of 9 bays of which 3 would get the roof (on south side for
raw
materials) and 6 bays with columns up to the roof level only. At the
later six
bays one could construct the roof to protect stored clinker if needed
later but
it saved some expenditure now.
The opening ceremony
of the Wazo Hill Works of Tanzania Portland Cement Co. Ltd.
Dar-es-Salaam had
been held on
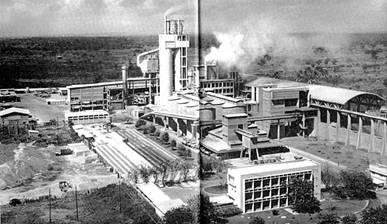
The extensionm of Bamburi
Works by one Rotary kiln and all 6 shaft kilns in the full production
about mid of 1968. The Crane
hall extended by six non-roofed bays in an aerial view
southwards.
~ ~ ~
Note: The two
photographs in B&W copied from the book “BAMBURI CEMENT – Memories
of the
past – Challenges for the future” published by BAMBURI CEMENT Ltd.
© Copyright 2008 by Zvonko Springer. All rights reserved.